
一、繭的形狀與大小
繅絲時常用正常繭型是橢圓形和淺束腰形,若緒下產生尖頭形、圓形和畸形繭都必須注意是否對繭的離解產生影響,特別是影響清潔和潔凈指標。
繭的大小會直接影響繭絲纖度的多少,一般地講繭型大的繭,繭絲平均纖度粗,初始單纖度粗,當緒下大型繭聚集時,20/22D規格的定粒應少于7.5粒,落緒時有可能會產生二度變化(一般都是大型繭時,緒下繭的定粒較少,特別是繅20/22D以下的生絲)。
繭型的大小差異會對給繭有效率產生影響,在巡回時要注意給繭機給繭口的蠶繭狀態,防止雙撈與空撈現象的產生。考核繭型大小與繭型整齊率有平均繭幅、繭幅整齊率、繭幅最大開差等指標:
平均繭幅(毫米)=落入蛹襯盤中的蛹襯粒數/被分離的蛹襯總粒數
繭幅整齊率(%)×100% =(最多一檔繭幅粒數+上下各一檔繭幅粒數)/樣繭總粒數
繭幅最大開差(毫米)=最大一檔繭幅(毫米)—最小一檔繭幅(毫米)
在同一莊口的情況下,一般繭型大則繭絲纖度粗,故在管理緒下粒符數狀態時應特別注意。
二、繭的顏色與繭絲特征的關系
緒下繭的顏色一般是由白色變成灰色再變成紅色(蛹襯),在這變化過程中,白色繭的繭絲纖度最粗,比平均纖度粗0.5D左右,灰色繭的繭絲纖度與平均纖度基本接近,而紅色繭(蛹襯)的繭絲纖度最細,比平均纖度細1D左右,故緒頭管理時盡可能防止陣新陣薄。緒下繭如果全是白色繭時,雖然定粒少但纖度仍然較粗,反之若緒下繭全是紅色繭時,定粒雖多但纖度仍然不會過粗,故在巡回過程中必須根據上下限控制要求進行管理緒下粒符數。若繭的顏色是內印、黃斑造成的,則需要及時將內印或黃斑掐掉,以防止絲色變化。
三、繭絲纖度
纖度或稱條份,是指絲條粗細的程度。以一定絲長的重量表示,常用單位有“旦尼爾”,凡絲長9000米重量1克時稱為1旦。旦屬于定長制,如果長度不變,重量越重,表示旦越大纖度越粗,其公式如下:
纖度(旦)=9000×〔絲重(克)/絲長(米)〕
生絲纖度S與直徑D的關系式為D=K√S,濕絲時K=14.47
繭絲特征有:繭絲平均纖度、繭絲纖度均方差、繭絲纖度最大開差。
繭絲平均纖度(旦)=各百回繭絲纖度之和(旦)/百回絞數
繭絲纖度均方差 =√〔∑(每百回繭絲纖度-繭絲平均纖度)2/百回絞數〕
繭絲纖度最大開差=最粗百回繭絲纖度(旦)-最細百回繭絲纖度(旦)
一般來說繭絲纖度均方差越小,繭絲纖度最大開差越小,則生絲偏差相對來說要好做些,若兩個都有大,則在繅絲操作時要特別注意,嚴格管理。
對于自動繅絲機來說,第一百回繭絲纖度的粗細直接影響到生絲質量的好壞,如果第一百回繭絲纖度粗,則添緒點的生絲纖度上升幅度大,最大偏差與偏差都會變大。
繭絲纖度特征曲線與對應繭色如下所示:
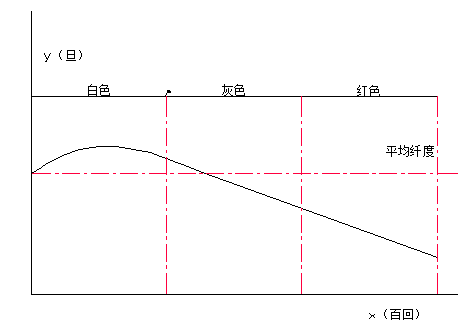
一般白色繭占全繭絲長的4/10左右,而灰色與紅色各占3/10左右,然而由于繭品種不同和飼養條件等不同其比例是會發生變化的,雖然是同種原料繭,但由于繭型的大小差異,其顏色變化的區分點也是各不相同的,需要經過一粒繅或定粒繅后統計得出。
四、繭的解舒
解舒是指繅絲時繭層絲縷離解的難易程度,繅絲時繭絲離解容易,落緒繭少稱為解舒好,反之解舒差。繭的解舒好壞對產質量和繅折都有很大關系,正常繅絲時如果緒下繭堆中蛹襯普遍增多或減少則要引起注意,緒下繭堆中蛹襯增多,說明解舒較好,反之則解舒不良,緒下繭堆中蛹襯的多少對凈度會產生影響。
解舒好壞的指標,一般用解舒絲長和解舒率來表示。
解舒絲長(米) =〔生絲總長(米)×定粒〕/(供試繭粒數+落緒繭粒數)
解舒率(%)=供試繭粒數/(供試繭粒數+落緒繭粒數)×100%
五、繭絲的颣節
繭絲的颣節在繅絲過程中往往有許多種,如環颣、糙颣、螺旋颣、裂絲、長結等,這些颣節直接影響到綢面質量。因此在繅絲過程中必須要消除。各種颣節有不同的消除方法,其中最基本的就是控制好瓷眼孔徑,防止颣節通過瓷眼。對清潔、潔凈差的車位要逐緒檢查瓷眼及絲道,找出問題之處。
環颣:主要是由于偏生煮或車頭索緒溫度過低所造成的。
糙颣:有剝離颣和煮潰颣兩種,必須判定后再采取不同的方法來解決。
螺旋颣:主要是回轉翼的速度和是否有毛絲等現象。
裂絲:主要是絲道是否光滑與清潔以及煮熟繭的絲膠狀態。
長結:主要是操作不當。
六、繭絲的理化性能
一根繭絲是由兩根單絲粘合而成,每根單絲的中間為絲素纖維,外圍為絲膠,整個繅絲過程主要是合理的利用絲膠的膨潤與膠凝,離解或聚集成我們所需要規格的生絲,生絲中有結晶區與非結晶區,結晶區的主要貢獻是強力,非結晶區的主要貢獻是伸長,結晶區與非結晶區受到工藝條件的影響而變化,非結晶區會向結晶區轉移。
生絲纖維在受到一定的拉力后會發生蠕變,進而產生三種類型的伸展與變形:
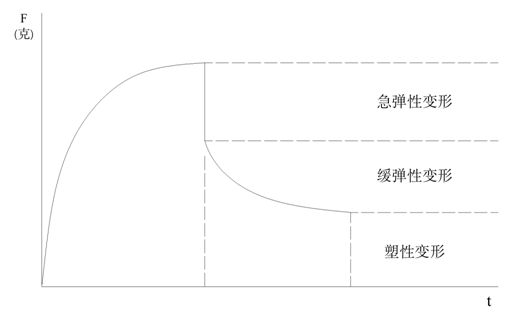
急彈性變形:加負荷或去負荷的瞬時間產生的伸長和回縮的變形。
緩彈性變形:在拉伸力不變的情況下,隨著時間的延續而逐漸產生的伸長和回縮的變形。
塑性變形:加負荷時伸長,去負荷時不回縮的變形。
20/22 旦尼爾的濕絲在5克張力的作用下已經產生小部分的塑性變形,因此在繅絲和復搖過程中,應嚴格控制其張力,否則絲條張力過大,塑性變形增加,影響生絲的機械物理性質和光澤。繅絲工必須注意切斷防止桿是否失效以及絲道是否光滑。
生絲的耐磨性能與其結構有關,生絲的絲膠含量與性質,繭絲之間結合的緊密度,絲條颣節的大小與多少,絲條的光滑程度都要影響耐磨性能。如果颣節多,絲膠含量少或絲膠分布不均勻,絲條光滑程度差,繭絲之間結合不緊密的生絲,耐磨性能就差,在繅絲過程中要保證絲鞘長度,主要是使繭絲之間結合緊密,使絲條保持光滑,從而使抱合提高。
上一篇: 絲綢衣服怎么洗才不會掉色呢
下一篇: 很抱歉沒有了





